-

张家港市双俊机械有限公司
主营:地板生产线,塑料板材,环保地板 - 18351695520

张家港市双俊机械有限公司
主营:地板生产线,塑料板材,环保地板 8
8
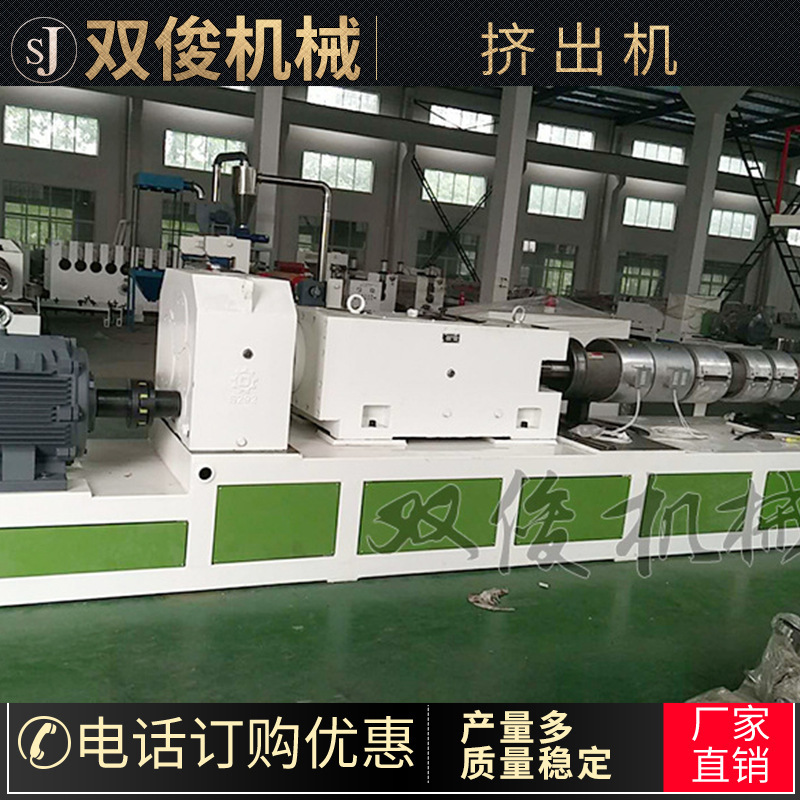
挤出机依据机头料流方向以及螺杆中心线的夹角,可以将机头分成直角机头和斜角机头等。 螺杆挤出机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型。 特点: 本机设计先进,产量高,塑化好,能耗低,采用渐开线齿轮传功,具有噪音低,运转平稳,承载力大,寿命长等特点。 单螺杆挤出机原理 单螺杆一般在有效长度上分为三段,按螺杆直径大小 螺距 螺深确定三段有效长度,一般按各占三分之一划分。 料口一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。 二段叫压缩段,此时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3﹕1,有的机器也有变化,完成塑化的物料进入到*三段。 *三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。